

1. Značilnosti aluminija in aluminijevih zlitin za posebne precizne ekstrudirane materiale
Ta vrsta izdelka ima posebno obliko, tanko steno, majhno težo in zelo stroge zahteve glede toleranc. Takšni izdelki se običajno imenujejo precizni (ali ultra precizni) profili (cevi) iz aluminijevih zlitin, tehnologija za proizvodnjo takšnih izdelkov pa se imenuje precizna (ali ultra precizna) ekstruzija.
Glavne značilnosti posebnih preciznih (ali ultra preciznih) ekstruzij iz aluminijevih zlitin so:
(1) Obstaja veliko vrst, majhnih serij, večina pa so ekstrudirani materiali za posebne namene, ki se uporabljajo v skoraj vseh življenjskih slogih in vseh vidikih življenja ljudi, vključno z vsemi ekstrudiranimi izdelki, kot so cevi, palice, profili in žice, ki vključujejo različne zlitine in stanja. Zaradi majhnega prečnega prereza, tanke stene, majhne teže in majhnih serij običajno ni enostavno organizirati proizvodnje.
(2) Zapletene oblike in posebne konture, večinoma oblikovani, ravni, široki, krilati, nazobčani, porozni profili ali cevi. Površina na enoto prostornine je velika, proizvodna tehnologija pa je zahtevna.
(3) Široka uporaba, posebne zahteve glede zmogljivosti in funkcionalnosti. Za izpolnitev zahtev glede uporabe izdelka je bilo izbranih veliko zlitin, ki pokrivajo skoraj vse zlitine od serije 1××× do 8××× in številne stopnje obdelave z visoko tehnično vsebino.
(4) Izjemen videz in tanka debelina stene, običajno manjša od 0,5 mm, nekatere dosežejo celo približno 0,1 mm, teža na meter je le nekaj gramov do deset gramov, dolžina pa lahko doseže več metrov ali celo stotine metrov.
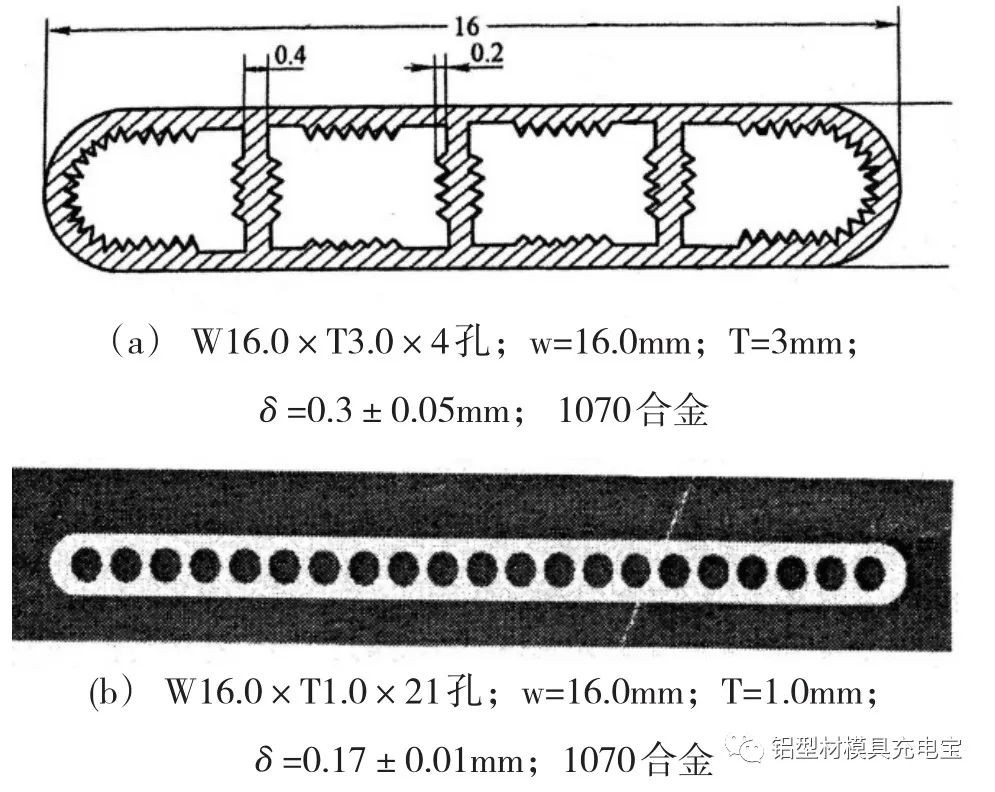
5) Zahteve glede dimenzijske natančnosti in geometrijske tolerance profila so zelo stroge. Na splošno so tolerance za majhne precizne profile iz aluminijevih zlitin več kot dvakrat strožje od toleranc za posebne razrede v standardih JIS, GB in ASTM. Toleranca debeline stene za splošne precizne profile iz aluminijevih zlitin mora biti med ±0,04 mm in 0,07 mm, medtem ko je toleranca velikosti profila za ultra precizne profile iz aluminijevih zlitin lahko do ±0,01 mm. Na primer, teža preciznega aluminijastega profila, uporabljenega za potenciometer, je 30 g/m, tolerančno območje velikosti profila pa je ±0,07 mm. Toleranca velikosti prečnega prereza preciznih aluminijastih profilov za statve je ±0,04 mm, odstopanje kota je manjše od 0,5°, stopnja upogiba pa je 0,83×L. Drug primer so visoko precizne ultra tanke ploščate cevi za avtomobile, širine 20 mm, višine 1,7 mm, debeline stene 0,17 ± 0,01 mm in 24 lukenj, ki so tipični ultra precizni profili iz aluminijeve zlitine.
(6) Ima visoko tehnično vsebino in je zelo težko izdelovati ter ima posebne zahteve glede ekstruzijske opreme, orodij, gredic in proizvodnih procesov. Slika 1 je primer prereza nekaterih majhnih preciznih profilov iz aluminijeve zlitine.
2. Klasifikacija posebnih materialov za precizno ekstrudiranje iz aluminijevih zlitin
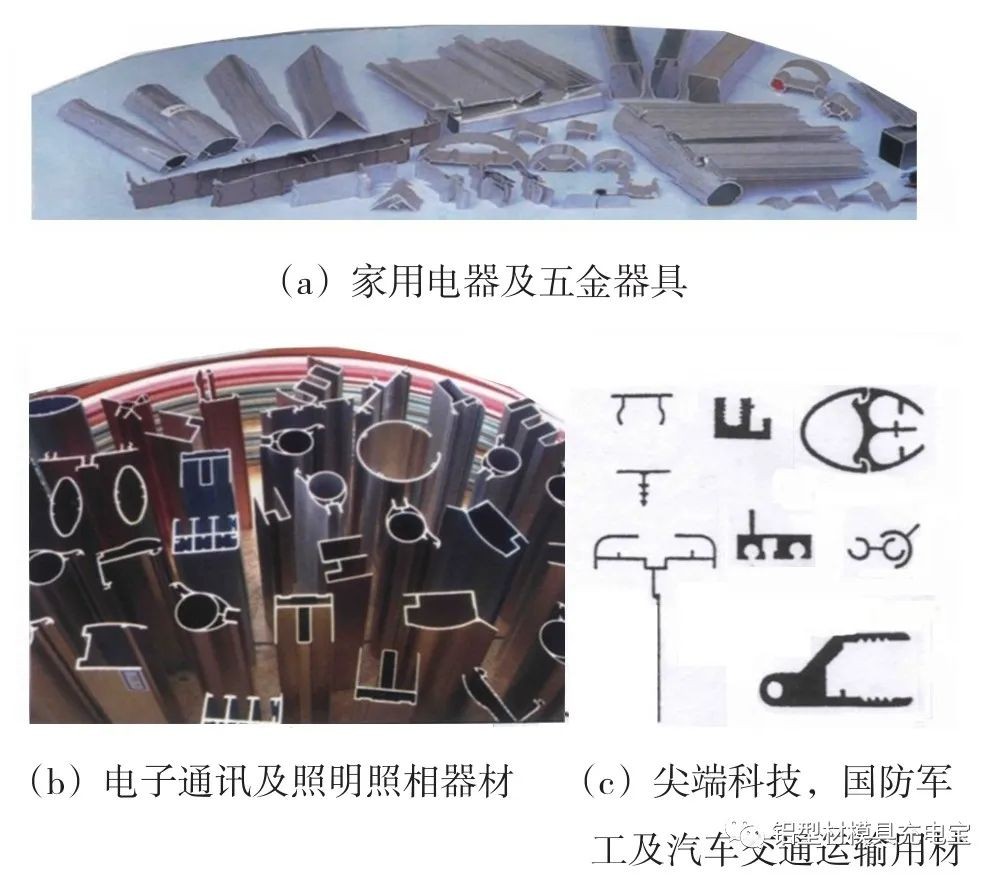
Precizni ali ultra precizni ekstrudirani profili iz aluminijevih zlitin se pogosto uporabljajo v elektronskih instrumentih, komunikacijski opremi in najsodobnejši znanosti, nacionalni obrambni in vojaški industriji, preciznih mehanskih instrumentih, opremi za šibki tok, vesoljski in jedrski industriji, energetiki, podmornicah in ladjah, avtomobilih in transportnih orodjih, medicinski opremi, strojni opremi, razsvetljavi, fotografiji in elektronskih napravah. Na splošno lahko precizne ali ultra precizne ekstrudirane profile iz aluminijevih zlitin glede na njihove značilnosti videza razdelimo v dve kategoriji: prva kategorija so profili z majhnimi dimenzijami. Ta vrsta profila se imenuje tudi ultra majhen profil ali mini oblika. Njegova celotna velikost je običajno le nekaj milimetrov, minimalna debelina stene je manjša od 0,5 mm, teža enote pa je od nekaj gramov do deset gramov na meter. Zaradi njihove majhnosti so običajno potrebne majhne tolerance. Na primer, toleranca prečnega prereza je manjša od ±0,05 mm. Poleg tega so zahteve glede ravnosti in torzij ekstrudiranih izdelkov zelo stroge.
Druga vrsta so profili, ki niso zelo majhni po velikosti prečnega prereza, vendar zahtevajo zelo stroge dimenzijske tolerance, ali profili, ki imajo kompleksno obliko prečnega prereza in tanko debelino stene, čeprav je velikost prečnega prereza velika. Slika 2 prikazuje posebno oblikovano cev (industrijski čisti aluminij), ki jo je japonsko podjetje ekstrudiralo na horizontalni hidravlični stiskalnici 16,3 MN s posebnim deljenim matrico za avtomobilski kondenzator klimatske naprave. Težavnost ekstruzijskega oblikovanja te vrste profila ni nič manjša kot pri prejšnji vrsti ultra majhnih profilov. Ekstrudirani profili z veliko velikostjo prereza in zelo strogimi zahtevami glede toleranc ne zahtevajo le napredne tehnologije načrtovanja kalupov, temveč tudi strogo tehnologijo upravljanja celotnega proizvodnega procesa od surovca do končnega izdelka.
Od začetka osemdesetih let prejšnjega stoletja se je zaradi praktične uporabe tehnologije neprekinjenega ekstrudiranja Conform in razvoja industrijske tehnologije ekstrudiranje majhnih in ultra majhnih profilov hitro razvijalo. Vendar pa zaradi različnih razlogov, kot so omejitve opreme, zahteve glede kakovosti izdelkov in napredek v tehnologiji ekstrudiranja, proizvodnja majhnih profilov na konvencionalni ekstruzijski opremi še vedno predstavlja velik delež. Slika 2 prikazuje natančne profile ekstrudiranja s konvencionalnimi deljenimi matricami. Življenjska doba kalupa (zlasti trdnost in odpornost proti obrabi premostitvenega mostu in jedra kalupa) in pretok materiala med ekstrudiranjem postaneta glavna dejavnika, ki vplivata na njegovo proizvodnjo. To je zato, ker je pri ekstrudiranju profila velikost jedra kalupa majhna in oblika kompleksna, trdnost in odpornost proti obrabi pa sta pomembna dejavnika, ki vplivata na življenjsko dobo kalupa, življenjska doba kalupa pa neposredno vpliva na proizvodne stroške. Po drugi strani pa imajo številni natančni profili tanke stene in kompleksne oblike, pretok materiala med postopkom ekstrudiranja pa neposredno vpliva na obliko in dimenzijsko natančnost profilov.
Da bi preprečili vdor oksidnega filma in olja na površini obdelovanca v izdelek in zagotovili enakomerno in zanesljivo kakovost izdelka, se obdelovanec, segret na nastavljeno temperaturo, pred ekstrudiranjem olušči (imenovano vroče luščenje) in nato hitro vstavi v ekstruzijski sod za ekstrudiranje. Hkrati je treba ekstrudirano tesnilo vzdrževati čisto, da se med postopkom odstranjevanja odvečnega tlaka po enem ekstrudiranju in namestitvijo tesnila v naslednjem ekstrudiranju prepreči, da bi se nanj nabralo olje in umazanija.
Glede na dimenzijsko natančnost profila ter toleranco oblike in položaja lahko posebne precizne ekstrudirane aluminijeve zlitine razdelimo na posebne precizne profile iz aluminijevih zlitin in majhne (miniaturne) ultra visoko precizne profile iz aluminijevih zlitin. Na splošno njihova natančnost presega nacionalne standarde (kot so GB, JIS, ASTM itd.). Ultra visoka natančnost se imenuje posebni precizni profil iz aluminijevih zlitin, na primer dimenzijska toleranca je nad ±0,1 mm, toleranca debeline stene na poškodovani površini pa je med ±0,05 mm in ±0,03 mm za profile in cevi.
Ko je njegova natančnost več kot dvakrat večja od nacionalnega standarda ultra visoke natančnosti, se imenuje majhen (miniaturni) profil iz ultra visoke natančnosti iz aluminijeve zlitine, na primer s toleranco oblike ±0,09 mm, toleranco debeline stene ±0,03 mm ~ ±0,01 mm za majhen (miniaturni) profil ali cev.
3. Razvojne možnosti za posebne precizne ekstruzijske materiale iz aluminija in aluminijevih zlitin
Leta 2017 je svetovna proizvodnja in prodaja materialov za predelavo aluminija presegla 6000 kt/leto, od tega je proizvodnja in prodaja ekstruzijskih materialov iz aluminija in aluminijevih zlitin presegla 25000 kt/leto, kar predstavlja več kot 40 % celotne proizvodnje in prodaje aluminija. Srednje velike ekstrudirane aluminijeve palice so predstavljale 90 %, od tega splošni profili in palice ter majhni in srednje veliki gradbeni profili več kot 80 % palic, veliki in srednje veliki profili ter posebni posebni profili in palice pa le približno 15 %. Cevi predstavljajo približno 8 % ekstrudiranega materiala iz aluminijevih zlitin, medtem ko oblikovane cevi in posebne posebne cevi predstavljajo le približno 20 % cevi. Iz zgoraj navedenega je razvidno, da so največji in najpogosteje uporabljeni ekstruzijski materiali iz aluminija in aluminijevih zlitin majhni in srednje veliki gradbeni profili, splošni profili in palice ter cevi. Posebni profili, palice in cevi predstavljajo le približno 15 %, glavne značilnosti teh izdelkov pa so: s posebnimi funkcijami ali zmogljivostjo; namenjeni določenemu namenu; Z veliko ali majhno specifikacijo; Z izjemno visoko dimenzijsko natančnostjo ali zahtevami glede površine. Zato je raznolikost večja in serija manjša, potreba po povečanju posebnih postopkov ali dodajanju posebne opreme in orodij je zato težja in tehnična vsebina visoka, proizvodni stroški se povečajo in dodana vrednost se poveča.
Z napredkom znanosti in tehnologije ter nenehnim izboljševanjem življenjskega standarda ljudi so bile postavljene vse višje zahteve glede proizvodnje, kakovosti in raznolikosti ekstrudiranih izdelkov iz aluminija in aluminijevih zlitin, zlasti v zadnjih letih pa je pojav personalizacije izdelkov spodbudil razvoj posebnih profilov in cevi z osebnimi lastnostmi in posebno uporabo.
Ultra precizni profili se pogosto uporabljajo v elektronskih instrumentih, komunikacijah, poštni in telekomunikacijski opremi, preciznih strojih, opremi za šibki tok, vesoljski in vesoljski industriji, jedrskih podmornicah in ladjah, avtomobilski industriji in drugih področjih za izdelavo zelo natančnih delov z majhnimi, tankimi stenami in prerezi. Običajno so zahteve glede toleranc zelo stroge, na primer toleranca obrisa prereza je manjša od ±0,10 mm, toleranca debeline stene pa manjša od ±0,05 mm. Poleg tega so zelo stroge tudi tolerance glede ravnosti, zvijanja in drugih oblikovnih in položajnih toleranc ekstrudiranih izdelkov. Poleg tega so pri postopku ekstrudiranja posebnih majhnih ultra preciznih profilov iz aluminijevih zlitin zelo stroge zahteve glede opreme, kalupa in postopka. Zaradi hitrega razvoja sodobne industrije, najsodobnejših nacionalnih obrambnih in znanstvenih raziskav ter drugih prizadevanj ter izboljšanja stopnje personalizacije se število, raznolikost in kakovost majhnih ultra preciznih profilov vse bolj povečujejo. Čeprav je bilo v zadnjih letih razvitih in izdelanih veliko visokokakovostnih majhnih ultra preciznih profilov iz aluminijevih zlitin, ti še vedno ne morejo zadovoljiti potreb trga. Zlasti še vedno obstaja velika vrzel med domačo tehnologijo in opremo za proizvodnjo majhnih ultra preciznih profilov iz aluminijevih zlitin in mednarodno napredno ravnjo, ki ne more zadovoljiti povpraševanja domačega in tujega trga in jo je treba dohiteti.
4. Zaključek
Posebno precizno ekstrudiranje aluminija in aluminijevih zlitin (profili in cevi) je kompleksne oblike, tanke stene, dimenzijske tolerance ter zahteve glede natančnosti oblike in položaja so zelo zahtevne, visoka tehnična vsebina, težka proizvodnja visokokakovostnih in finih materialov je nepogrešljiv ključni material za nacionalno gospodarstvo in nacionalno obrambo, njegova uporaba pa je zelo široka, razvojne možnosti pa so obetavne. Proizvodnja tega izdelka ima posebne zahteve glede gredic, orodij in ekstruzijske opreme ter ekstruzijskega procesa, zato je treba rešiti vrsto ključnih tehničnih problemov, da se dobijo odlični izdelki v serijah.
Uredil May Jiang iz MAT Aluminum
Čas objave: 7. april 2024



